
チタン、チタン合金にはそれぞれ加工難度を上昇させる要因がいくつかございます。 加工の難しさやチタンの特性を知れば、チタンのイメージも変わります。
チタン加工経験豊富なチタンのオーファがチタン・チタン合金加工について徹底解説いたします。
チタン加工の難しさ ― 切削加工時の注意点
①高温の際、活性なこと
チタンは化学的に活性で酸素や窒素と反応しやすい金属です。
特に高温の際、酸化・窒化硬化層が生成しやすく、その影響で工具の摩耗を促進させます。
②ヤング率が小さいこと
ヤング率が鋼の約2分の1と小さいために弾性変形が生じやすく、切削時にワークが鋼の約2倍弾性変形いたします。
また、薄肉のワークでは加工精度が悪くびびりが生じることがあります。例えば、S45Cに比べると約10倍の振動が生じます。
③熱伝導率が低いこと
銅の熱伝導率を100%としたとき、チタンは1~3%程度と低く、切削した際に発生した熱が逃げにくい性質があります。
(熱伝導率はアルミ鋼の64%、ステンレス鋼と同程度)
そのため、工具とワークに熱が蓄積しやすく、その熱影響により工具の摩耗が大きくなります。
④耐摩耗性が劣ること
耐摩耗性に劣り、焼き付きを起こしやすい性質があります。
粘り気のある純チタンはアルミやステンレスと違い、切粉が工具に付着しやすく摩耗を促進させます。

~チタン切削加工のポイント~
- 切削熱を抑える、もしくはコントロールすること。
- 切削工具によるが、切削速度や機械のパワーに留意し加工すること。
- 工具の突き出し長さは出来る限り短くし、振れを抑制すること。
- 工具交換時期を適切にすること。


チタン加工の難しさ ― 成形加工時における注意点
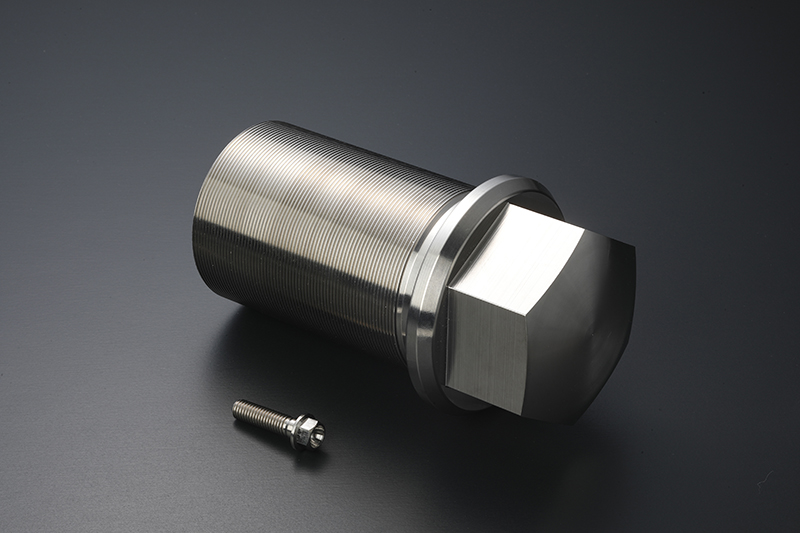
①耐力/ヤング率比が大きい
*チタン2種の場合…ヤング率 kgf/m㎡:10850 耐力:29.3
スプリングバックが大きいので、その分を見込んだが曲げが必要となります。あらかじめ要求数値よりも深く基準を設定しておくことが有効です。(写真①参照)
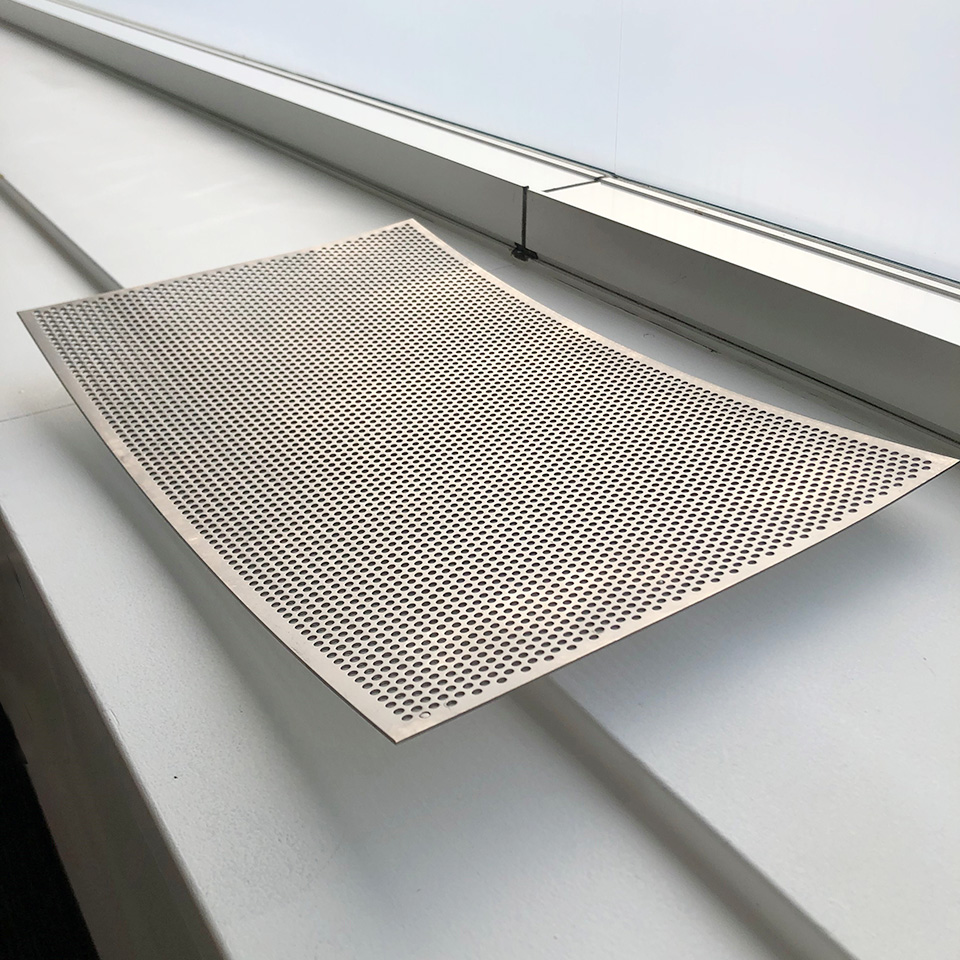
②加工硬化指数(n値)が他鋼種より比較的小さい
*チタン1種:0.148、SUS304:0.404
成型時には、適切な鋼種を使用する必要があります。(写真②参照)
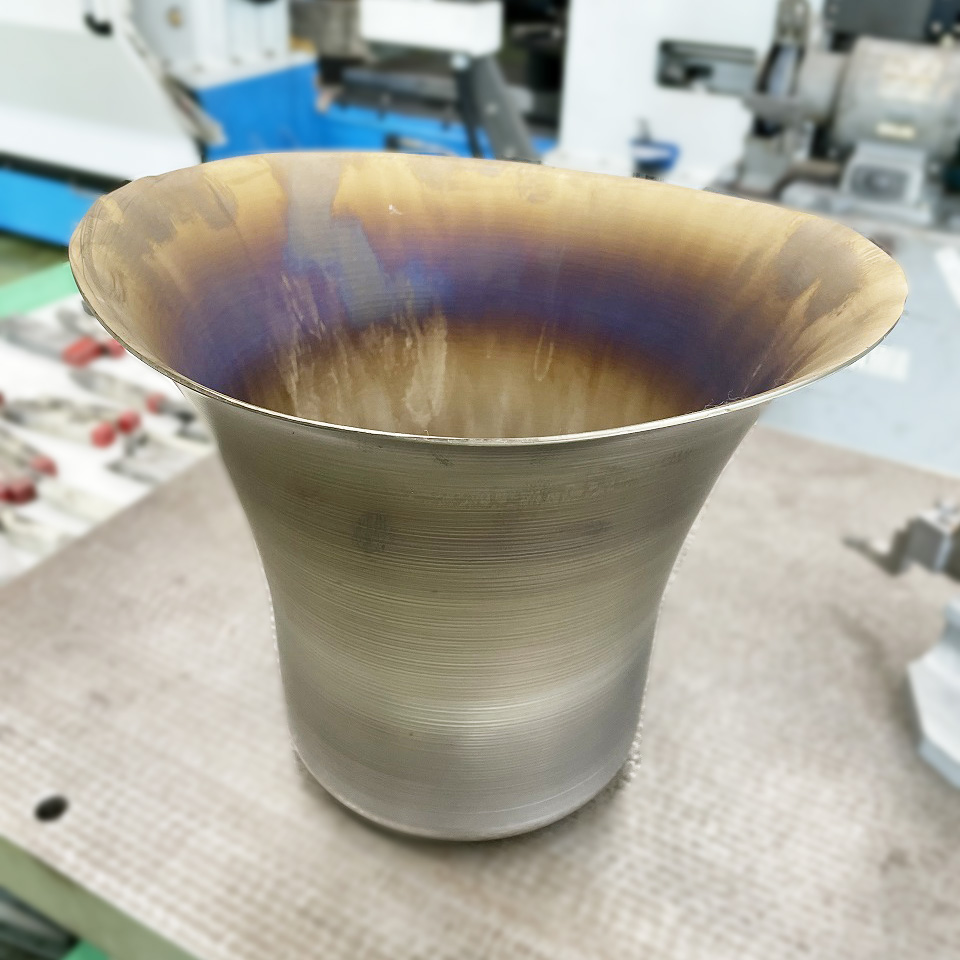
③圧延による異方性(r値)が非常に大きい
*チタン1種:5.28 、SUS304:1.01
異方性(物理的性質が圧延方向により異なること)の性質が大きいため、均一に圧延することが困難です。(写真③参照)
④成型時に工具との焼き付けが起こりやすい
 写真①
写真①
 写真②
写真②
 写真③
写真③
~チタン成形加工のポイント~
- チタンは室温~300℃の間で強度が減少し伸びが大きくなるためなるため、スプリングバックの対策としては温間成形も有効。ただし、上記温度域では曲げ性が劣化するため、割れを生じる可能性もあり注意が必要。
- プレス成型時には、チタン2種より低強度で延びが大きい1種を使用するなど適切な鋼種を使用すること。
- チタン1、2種、15-3-3-3(チタン合金)などは冷間での塑性加工が可能だが、チタン64合金の場合は室温では高強度かつ伸びが小さいので熱間加工が基本。
- 異方性の性質を有するため、ブランクの取り方などを決める際には圧延方向の配慮が必要。
- 成形時に工具との焼付きが起こりやすいため、摩擦を伴う成形の場合は潤滑剤の使用を検討すること。
チタン、チタン合金の加工には、十分な加工経験と知識が必要です。
オーファでは切削油の温度管理はもちろん、空調管理・工具刃物管理また外注管理ほか徹底した管理の下で製造に取り組んでおります。
チタン、チタン合金の加工でお困りの際には、ぜひ相談ください。


